Explore our premium range of industrial wear-resistant solutions engineered to eliminate operational downtime.





Strategic analysis of industrial equipment lifetimes in mining, bulk material handling, and processing sectors.
Modern industrial processing plants operate under punishing thermodynamic and physical conditions. Sliding abrasion, high-velocity particulate erosion, and intense physical impacts degrade system integrity hourly. In sectors such as mineral beneficiation, coal-fired power generation, cement manufacturing, and chemical processing, unplanned maintenance downtime is the single largest driver of operational expenditure (OpEx) inflation. Conventional steel structures—even those treated with severe surface-hardening procedures—fall short under the combined forces of chemical corrosion and extreme friction.
“The integration of advanced ceramic elements with high-ductility steel backings represents a paradigm shift. By coupling the superior hardness of industrial ceramics (Al2O3, SiC, ZrO2) with the structural resiliency and weldability of carbon or stainless steel, engineers create a composite component capable of extending operational lifespans by 400% to 1,000%.”
Global procurement offices are transitioning from "lowest first-cost" sourcing strategies to "Lowest Total Cost of Ownership (TCO)" analysis. Steel-Ceramic Composite Elements (SCCE) present a compelling value proposition. Industrial ceramics exhibit extreme Vickers hardness (often exceeding 1000 to 2000 HV), making them virtually immune to standard abrasion profiles. However, ceramics are inherently brittle. Combining them with tough, structural carbon steels or stainless backplates—joined via rubber vulcanization, high-strength epoxy bonding, or structural stud-welding systems—mitigates the ceramic's brittleness, allowing the element to withstand both direct high-velocity impacts and continuous heavy abrasive streams.
Why leading global corporations rely on advanced ceramic-steel engineering networks.
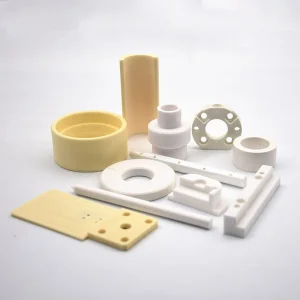
We tailor composition configurations: 92% to 95% Alumina (Al2O3), Zirconia-Toughened Alumina (ZTA), and Reaction-Bonded Silicon Carbide (RBSiC/SiSiC) to match precise wear patterns and environmental corrosion profiles.
Our structural element matrices retain high wear-resistance and mechanical bond strength at sustained temperatures up to 800°C, making them optimal for flue gas handling, dust transport, and smelting chutes.
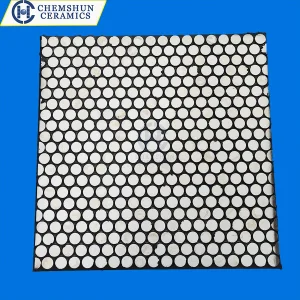
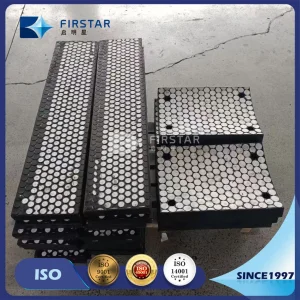
By embedding custom-engineered ceramic tiles within elastic natural rubber cushions backed by rigid steel plates, our elements dissipate kinetic energy, avoiding structural micro-fractures during heavy bulk cargo transfers.
Selecting the optimal material combination requires a deep understanding of the mechanical and chemical variables present in your process. Below is an engineering evaluation comparing common wear-resistant materials used in heavy industrial equipment linings:
| Performance Characteristic | Hardox Carbon/Alloy Steel | Alumina Ceramics (95% Al2O3) | Reaction Bonded SiC (RBSiC) | Steel-Ceramic Composite (SCCE) |
|---|---|---|---|---|
| Vickers Hardness (HV) | 400 – 600 | 1,200 – 1,400 | 2,200 – 2,500 | 1,200 – 2,200 (Face Value) |
| Impact Resistance | Outstanding | Low (Brittle) | Low to Moderate | High to Excellent (Cushioned) |
| Corrosion Resistance | Poor (Prone to oxidation) | Excellent (Acid/Alkali resistant) | Superior (High-chemical purity) | Excellent (Ceramic working face) |
| Relative Service Life | 1.0x (Baseline) | 3.0x – 5.0x (No impact zones) | 6.0x – 8.0x (Fine particle erosive) | 8.0x – 15.0x (Broad applications) |
| Installation Complexity | Very Low (Direct Weld) | High (Precision bonding required) | High (Must be pre-cast shapes) | Low to Moderate (Weld/Bolt Backing) |
The manufacturing process of high-performance composite elements involves sophisticated metallurgical and chemical steps. Industrial alumina elements start with calcined alumina powders, pressed under high pressures (isostatic pressing or dry pressing) and sintered at temperatures ranging from 1600°C to 1750°C. During sintering, alumina particles undergo solid-state diffusion, achieving densities greater than 3.65 g/cm³.
For rubber-ceramic-steel tri-layer composites, the vulcanization process must occur under precise heat and pressure controls. A bonding agent is applied to both the sandblasted steel backplate and the treated ceramic tiles, ensuring that when the elastomer is vulcanized, it forms a molecular bond with both materials. The shear strength of these vulcanized bonds typically exceeds 4.5 MPa, ensuring the components do not delaminate even under continuous thermal cycling and high-frequency vibrational loads.


Our partner manufacturing factories carry deep intellectual property assets. Specific patent accomplishments include:
Combining world-class engineering, global distribution, and rigorous quality assurance frameworks.
Zibo Xingli Industrial Ceramics Co., Ltd. is an industry-leading manufacturing enterprise specializing in the synthesis, production, and distribution of industrial alumina ceramic, zirconia ceramic, and carbon-silicon composite materials. With advanced processing facilities in Zibo, Shandong Province—the heartland of Chinese industrial ceramics technology—Xingli focuses on delivering high-performance wear-resistant ceramic ball grinding media, durable alumina linings, composite wear plates, and inert ceramic structures for catalyst supports in petrochemical reactors. Their material engineers collaborate directly with global raw material processors to ensure that the chemical purity of feedstock matches the mechanical demands of the final application.
Hunan YIbeino New Materials Co., Ltd. represents the peak of custom-engineered wear protection and system integration. Having passed the strict ISO9001:2015 Quality System Certification and ISO14001 Environmental Management System Certification, YIbeino has built a fully integrated quality control workflow that manages elements from the selection of chemical raw materials up to on-site mechanical installation. The company serves a diverse global client base, exporting wear liners and ceramic-lined piping systems to key industrial markets including the United States, Germany, Sweden, India, Turkey, the Netherlands, Italy, Spain, Japan, South Korea, Russia, and Vietnam. Relying on their philosophy of "integrity, hard work, innovation," they supply major material handling operations globally with custom solutions designed for wear mitigation.


Our commitment to wear-resistant performance goes beyond production. We support our customers through three key service stages:


Expert insights on selecting, installing, and maintaining composite wear elements.
Ensure long-term reliability and minimize mechanical wear across your production lines with our certified products.